If your heart is not functioning properly, neither is your body or brain. This, of course, can lead to major health issues.
The same holds true for an anilox roll or sleeve—often referred to as the “heart” of the flexographic press. If it’s not specified correctly or maintained properly, the press will not perform efficiently. Print quality will suffer.
Closed cell technology gives the press operator the optimum control transferring ink film to the plate. In today’s flexographic industries, regardless of the products being converted, the 60-degree hexagonal cell is still the most commonly used shape, whether printing brown kraft corrugated boxes or the finest process printing on film or coated paper. That cell’s volume is measured in billions of cubic microns (bcm) per square inch. The volume of ink which a roller can hold affects the density, crispness and overall tonal range possible for the printed image. Cell count refers to the number of cell lines per inch (lpi) along the engraving axis. It’s the cell volume and cell count that routinely vary, based upon overall printing requirements.
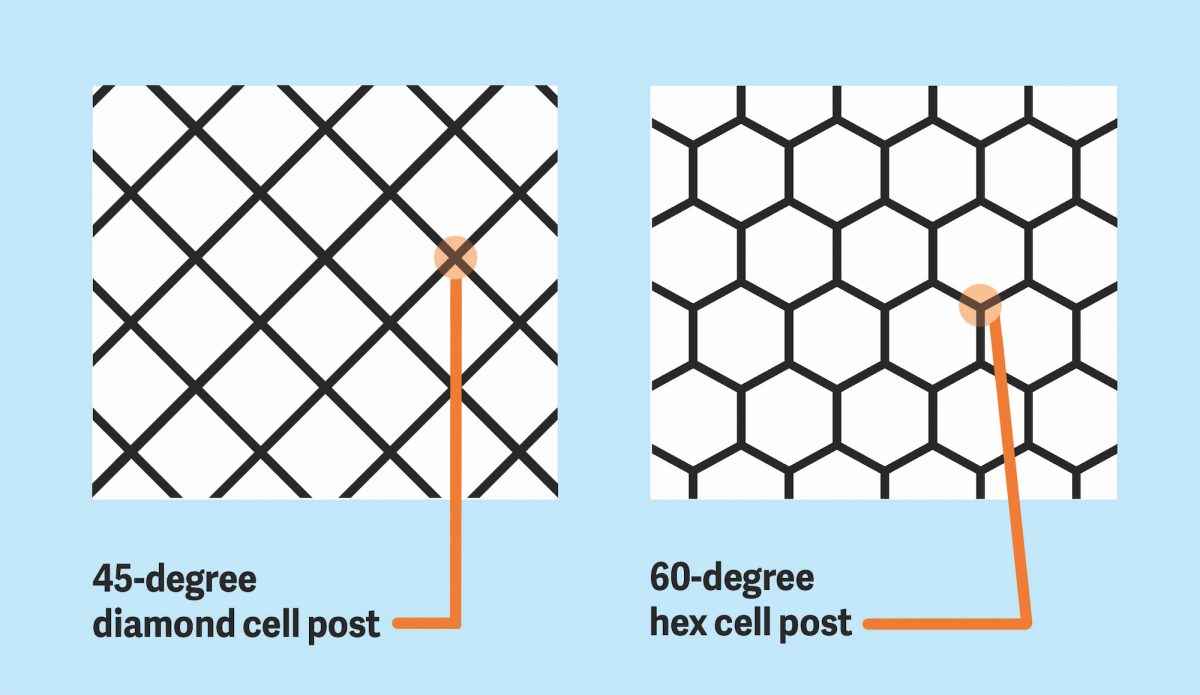
The 60-degree laser-engraved ceramic anilox roller came into being in the early 1990s, replacing 45-degree diamond engravings that were similar to mechanically engraved rollers from the past. The 60-degree cell has thinner walls, thus a larger opening for better ink release, and only three cell walls intersect at the “post” of the cell, as compared to four walls on 45-degree cells. This is important because the post area does not transfer ink, and the lesser wear in the post area of the 60-degree cell minimizes loss in ink transfer.
Elongated Engravings
On average, 60-degree anilox cell counts and volumes in the sheetfed corrugated industry range from approximately 200 lpi with a 9.5 bcm volume to 400 lpi with a 4.5 bcm volume, dependent upon graphic requirements and the type of board being printed (i.e., brown kraft, mottled white, bleached white or high-holdout coated board). On some print jobs with coated board, you’ll even see engravings as fine as 800 lpi to 1,000 lpi for process jobs with minimal absorption on the paper. (But this is very rare.)
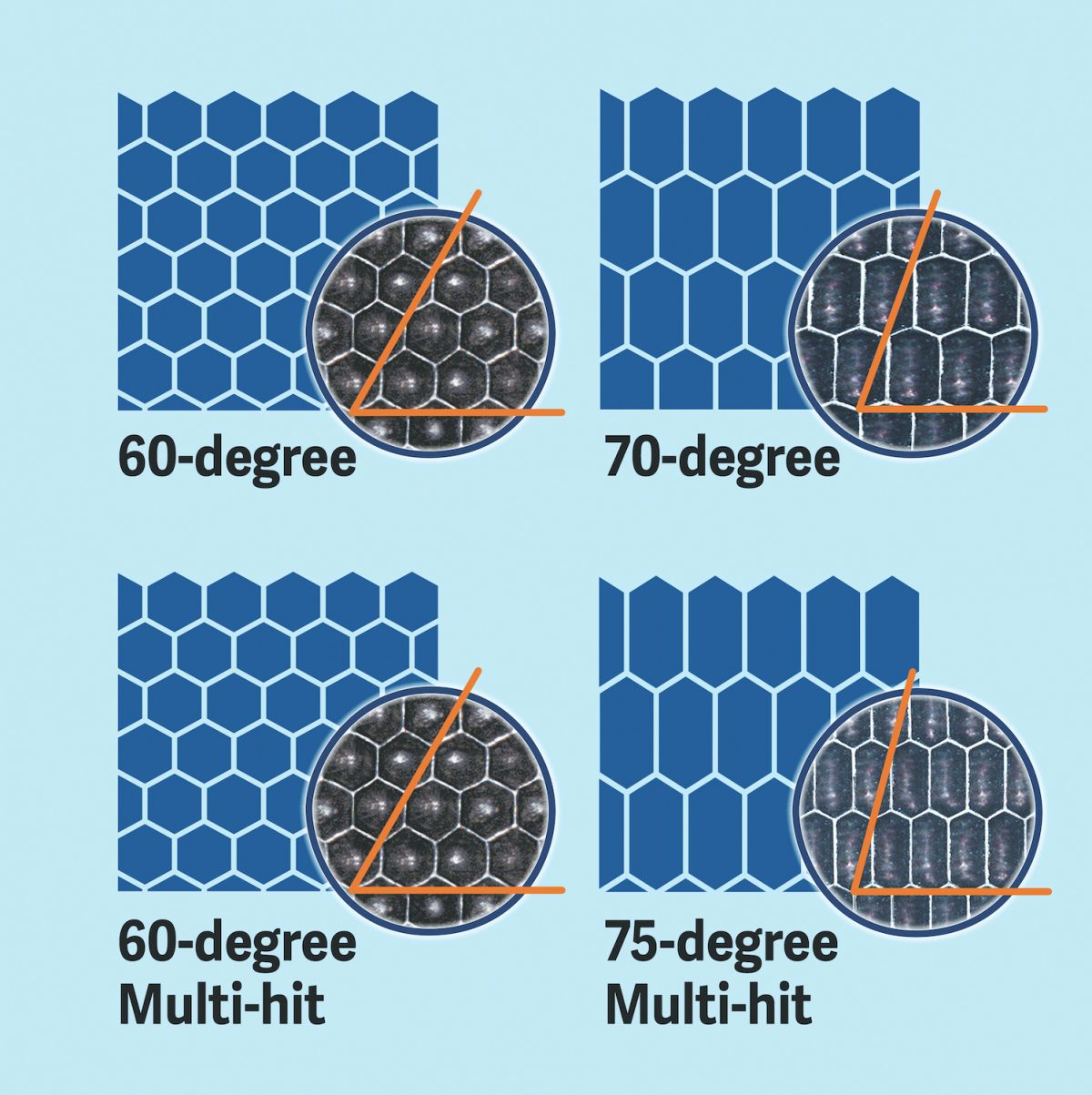
What’s also become very popular in the corrugated industry, especially for line and heavy solid work, is the 70- or 75-degree extended or elongated cell, which offers better ink release due to the cell’s shape. This elongated engraving allows for more volume in a particular lpi because multiple cell walls are eliminated cylindrically around the roller in the engraving process, leaving more room to carry ink.
Thus, an operator that had been using a 250 lpi, 7.5 bcm, 60-degree roller (probably the standard for most presses in the average box plant) can consider going to a 330 lpi, 7.5 bcm, 70-degree roller to achieve the same volume needed, but the finer 330 lpi will provide cleaner, sharper edges, reverses and type.
“…an operator that had been using a 250 lpi, 7.5 bcm, 60-degree roller (probably the standard for most presses in the average box plant) can consider going to a 330 lpi, 7.5 bcm, 70-degree roller to achieve the same volume needed, but the finer 330 lpi will provide cleaner, sharper edges, reverses and type.”
It’s always been said in the flexographic industry: “Use the finest anilox linescreen that you can, as long as you get all the color that you need!” While these elongated or extended engravings provide more volume and better release, they are also easier to clean, which is an added advantage.
Beyond the Box
In the narrow web, wide web and preprint industries, on average, 60-degree anilox cell counts and volumes generally range from a 360 lpi with a 5.0 bcm volume to 1,400 lpi with a 1.0 bcm volume. Again, this is dependent upon the print requirements and the substrate being printed. There are very simplistic tag and label jobs, as well as wide web paper or film jobs, that utilize similar engravings mentioned in corrugated printing.
But in 4-color process or expanded gamut (EG) printing, finer screens and lower volumes are usually required, based upon the linescreen of the printing plates being used, and in order to avoid dot gain or dot growth when the plate dots dip into the cell due to limited wall support. Transferring ink ineffectively causes “dirty” print quality.
On many sophisticated process jobs, there are often certain background colors and solids that require more ink density, but where a finer lpi anilox roller or sleeve is still required. This is achieved by the anilox manufacturer utilizing a “multi-hit” process during engraving. Different from the standard single-hit technology (each cell is burned once with the laser beam), as is common on corrugated anilox rollers, the multi-hit process has multiple beams that burn each cell multiple times. This results in higher volumes being obtained on the same lpi roller, as well as cell walls that are even cleaner, sharper and more uniform than standard engravings. This is an advantage and a necessity for the finest printing requirements.
Cleaning Agents
While specifying the correct anilox roller/sleeve angle, linescreen and volume are critical in order to achieve success, maintaining the volume is one of the most difficult issues in each industry. Poor roller maintenance can result in heavily plugged cells that often transfer less than 50 percent of what they were designed to deliver, even when there is no visible wear to the cell walls. But obviously cell wall wear, due to excessive blade pressure, abrasive inks, etc., also contributes heavily to inefficient ink transfer.
Converting management needs to work with its anilox roller/sleeve suppliers to monitor anilox conditions with audit analysis. When dirty, plugged rollers need to be addressed, some companies have their own cleaning procedures: cleaning chemicals, soda or dry ice blast units, plastic bead cleaning equipment, or the latest sophisticated laser cleaning devices. Most companies, however, contract with outside vendors to come on-site on a scheduled basis to perform the cleaning with the equipment mentioned above.
If using cleaning chemicals, the operators should always confirm that the cleaning agent is properly diluted and not a concentrated formula. Otherwise, this could result in surface blistering and the need for reconditioning. When utilizing soda or dry ice cleaners, the proper OEM-specified pressures should be followed in order to avoid cell degradation.
Transfer & Release
In closing, please note that there are many other cell configurations offered to the flexographic industry such as hourglass, channeled and tri-helical cells (often used in coating applications), open S-shaped engravings to promote ink release and traditional 45-degree diamond shaped, etc.
Certainly, linescreens of less than the aforementioned 200 lpi and much greater than the aforementioned 1,400 lpi are supplied for various print jobs. The shape, volumes and cell counts mentioned here are merely standards in the industry. To achieve the most efficient transfer of ink to the printing plate and highest-quality results, it’s best for the converter to work closely with his/her anilox roller manufacturer, plate supplier and ink supplier—a true team approach!
Packaging 360 is a comprehensive knowledge sharing ecosystem for the Indian packaging industry. Our services include an online content platform to deliver news, insights and case studies; organising conferences seminars and customised training; Providing Bespoke Project Consulting, Market Research and Intelligence.




